











1. 灯条点胶机:人工放灯条(2人);
2. 组装线加料:[保险丝、焊锡条][灯头、灯头胶水](1人);
3. 点亮测试:观察不良灯珠(1人);
4. 包装线加料:标签、灯管隔绵、纸箱(1人);
5. 成品下料员(1人);
1. 主机架采用50*50*1.5方通焊接,表面喷粉电脑白;
2. 封钣采用1.2折弯,表面喷粉电脑白;
3. 平均产量为1000/H可调(根据现场组装时间定);
4. 节拍采用分割器,动力采用台湾1HP电机,配100型(1:160)牙箱,变频器 调速(0.5~3M/MIN);
5. 输送链条:采用CHEL40A单侧链条(定制高精度链条)+冶具;
6. 链条导轨采用铝形材,有效的保证链条直性;
7. 全线节拍数量为4PCS;
8. 设备电源:AC220V,功率750W;
1. 灯管定位后由光纤检测灯条 方向;
2. 灯管同时定位4支,焊锡头2 套分2次焊接;
1. 点亮测试,测试内容有电流、电压、 功率和功率因素,测试出不良产品 下个工位自动选出下线;
1. 观察不良人员要离开安全距离后机 械手才能工作;
2. 发现不良后人工下线; 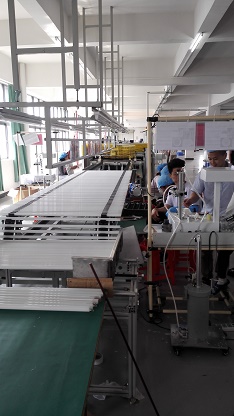
老化线长度为14米,共有130张链板同时在老 化,每张链板上有4支灯管;
一.工艺分析; 1. 手工制程的优点:对各种产品能随时改变,适用于小批量多规格生产; 2. 手工制程的缺点:对产品的质量不保证、用人成本的增高、速度慢———等等!; 3. 自动优点:品质保证、质量一致、速度快、损耗低; 4. 自动的缺点:不适宜多型号小批量的临时生产; 二.项目评估; 1. 手工制程的现状:用人成本的增高、作业员的流失、熟练程度、交期的控制、人员的管理; 2. 辅助制程的现状:传统制造业工艺的精益生产集成,简化工厂制造管理模式、提高效率,降低成






